
Macraes Extreme Makeover
 Outside autoclave Outside autoclave
Every four to five years an extreme makeover takes place on a very important piece of equipment within the process plant: the autoclave.
Pneumatic jack hammers and pogo sticks are at the ready for an intensive three day descale and three-week facelift. Since the installation of the autoclave in 1999, this vital piece of equipment has assisted in increasing the gold recovery from around 72 percent to 84 per cent. The autoclave is a pressure oxidation vessel used to unlock the refractory gold particles locked within sulphide minerals before the cyanide leaching process begins. What would take place over millions of years of natural weathering to break free the gold, occurs within 30 minutes inside the autoclave. |

Relined autoclave compartment
|
The gold is freed by using oxygen under high pressure (3140kPa) and high temperatures (225⁰C) inside the autoclave.
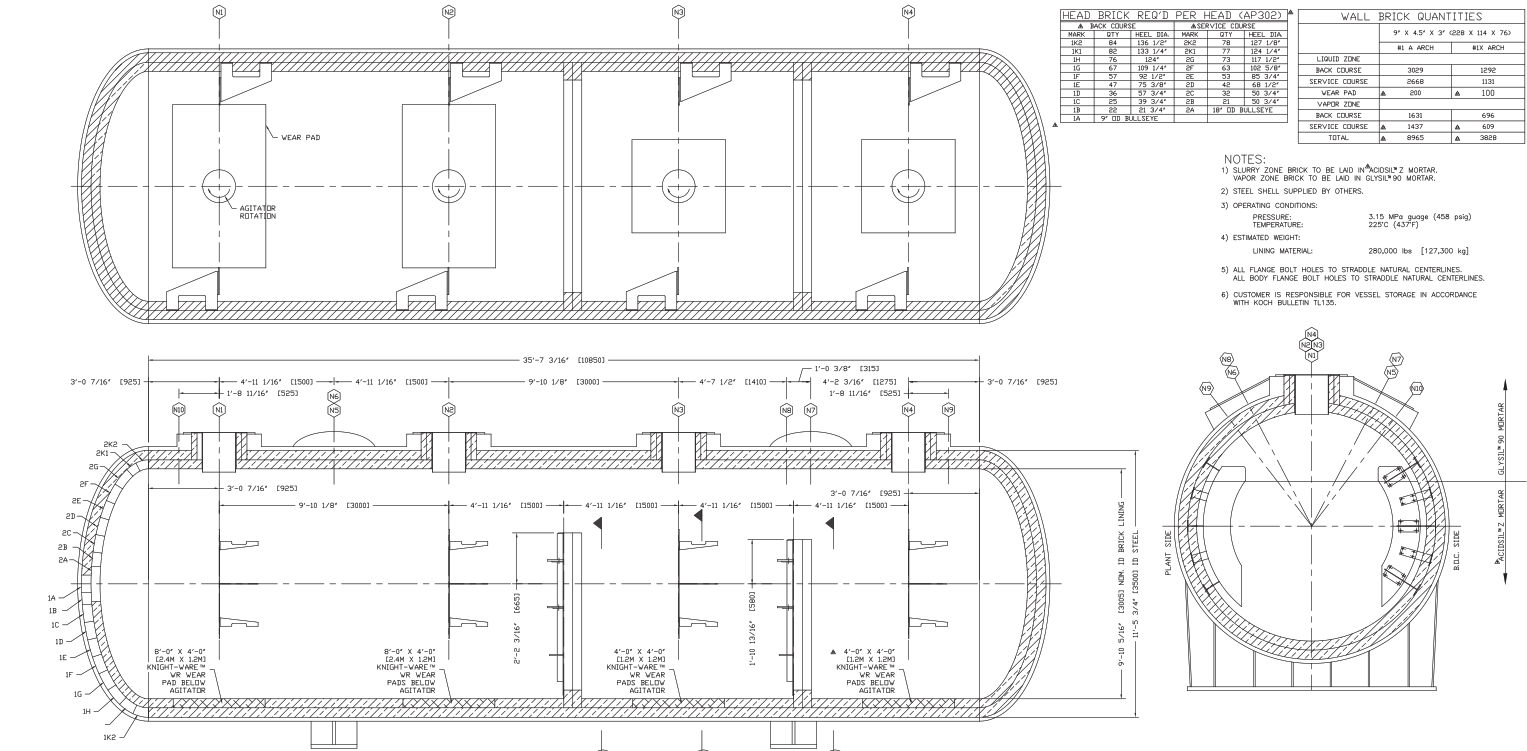
The autoclave is lined with Koch Pyroflex membrane, two courses (back and face) of acid resistant bricks, made mainly of alumina and silica, and held in with specific mortar solutions (lead based and potassium based).
The bricks are designed to hold the high temperatures and withstand the acidic mix of the highly abrasive ore slurry. Titanium walls divide the autoclave into three compartments, with two agitators in the first compartment and a single agitator in each of the other two compartments.
A single sparge line sits underneath the agitators and injects the necessary services, i.e. oxygen, steam and/or quench water. Steam is used for start-up only and in normal operation, oxygen and quench water are added simultaneously to each sparge.
The autoclave is lined with Koch Pyroflex membrane, two courses (back and face) of acid resistant bricks, made mainly of alumina and silica, and held in with specific mortar solutions (lead based and potassium based).
The bricks are designed to hold the high temperatures and withstand the acidic mix of the highly abrasive ore slurry. Titanium walls divide the autoclave into three compartments, with two agitators in the first compartment and a single agitator in each of the other two compartments.
A single sparge line sits underneath the agitators and injects the necessary services, i.e. oxygen, steam and/or quench water. Steam is used for start-up only and in normal operation, oxygen and quench water are added simultaneously to each sparge.

Build-up of scale before removal

Close up of scale layers
|
The sulphide material to be oxidized is introduced as a slurry into the autoclave, then the oxidation process begins. The high-pressure water and oxygen applied oxidize the sulphide minerals and release the small gold particles, before the slurry is washed and cooled in a flash vessel before the ore heads to the next stage of processing.
The bricks and agitators, eventually become heavily caked with scale. The scale accumulates due to the reaction of acid and the carbonate and iron within the ore slurry mixture. Over a 12-week period this scale can grow to around 30cm thick. The bricks and mortar are also attacked by acid which is a by-product of the oxidation reaction. The mortar which joins the bricks slowly starts to erode and the bricks soften and decay. Descaling and mortar repointing is required every six to nine months as preventative maintenance. During February 2017, the autoclave was given a ‘face course’ facial, which involved the removal/replacement of 8,500 new bricks (at NZ$15 to NZ$43 ea.) shipped from Canton, Ohio, and required 17 tonnes of mortar, 65 personnel working 24 hours over a four-week period at a planned cost of NZ $3 Million. |
|
Before the facial reconstruction can begin, the accumulated scale needs to be carefully jack hammered off, scooped into buckets and taken out by ladder through one of two entry points.
The inside of the autoclave may seem claustrophobic for some individuals, first having to climb in and out of an opening being 65cm in diameter and then the actual inside lining diameter of 3.2 metres and overall length 12.3 metres. Four ‘descaler’ teams from WAE were required to work 12 hour shifts, each team having six descalers working inside the vessel and two outside removing the scale buckets, placing the bricks into bags. At the start, the descalers work 15 minute rosters as the cooling temperature inside the autoclave drops from its 45°C to a workable temperature of about 30°C. Eventually the teams change to 30 minute rotations as the temperature cools. The temperature of the vessel cannot be cooled any lower as this would then cause stress between the external metal shell and the brick lining. Two primary hazards during the shutdown are the arsenic dust and lead dust which is present in the compartments. Several precautions are taken with pre/post urine/blood tests and the wearing of specified PPE. Specialised dust extraction with heap filtration is also used to maintain negative pressure in the vessel to minimise dust production. |

Scale partially removed

Descaler at work
|

|
The removal of all the scale and then the inner titanium components takes roughly two to three days, including the construction of access scaffolds. The scaffolding is placed to allow access to the upper section of bricks known as the “vapour phase”. This area is constructed with lead mortar, so must be demolished using special PPE and hygiene precautions to minimise this hazard.
The next phase was the removal of the old face course bricks. Dominion Linings, Australia provided 22 specialised brickie’s for the three-week job. The old bricks were removed carefully so as not to damage the ‘back facing’ bricks, with the brickies’ working in two teams of eight around the clock. Once the bricks are manually removed one by one through the access manhole, air grinding to tidy up the surface of the back bricks is undertaken. The new bricks are then cut and intricately laid with millimetre precision in a set pattern to achieve a robust lining. The new bricks are held into place by a series of “pogo sticks”, which allows them to securely sit and dry for the required 48-hour cure time. The overall process taking about 20 days. |
|
Once completed, the slow, methodical process of getting the autoclave heated up begins. The new bricks must be saturated and cured with acidified slurry. This involves adding sulphuric acid to the regular feed slurry, which is normally alkaline. The regular heat-up period for the autoclave takes around 20 hours, as the vessel must be slowly and evenly heated no faster than 10˚C per hour. During the brick cure process the temperature and pressure must be held constant for two 8-hour periods at 95˚C and 170˚C, resulting in a 36-hour heat-up period. Operators must carefully monitor the temperature and adjust steam flow to maintain a stable rate. If the safe rate is exceeded the brick lining could be damaged and the whole re-brick process would have to be repeated.
|

|
